![]()
QUALITY & ENVIRONMENT 品質・環境
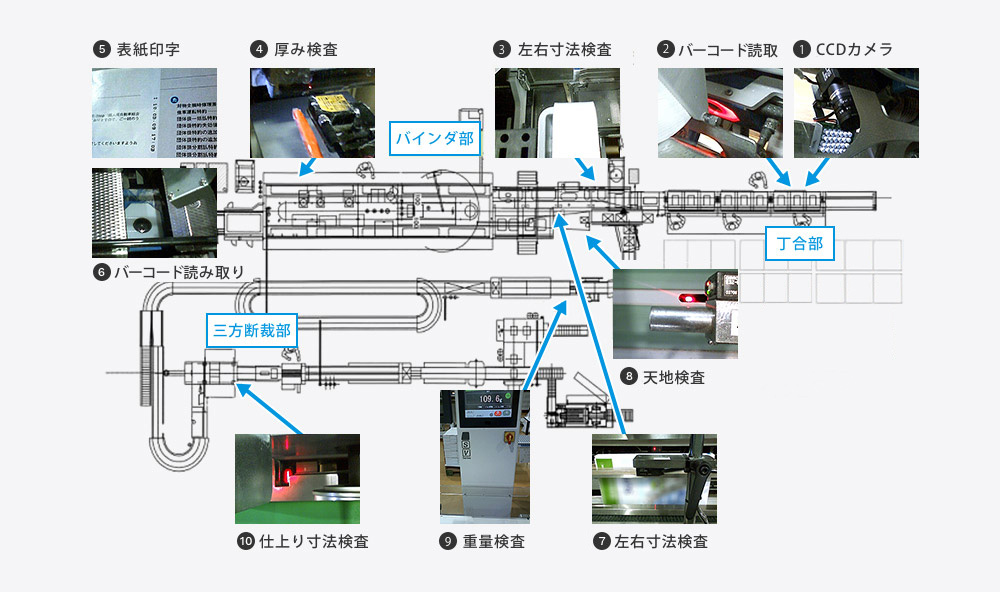
無線綴編
-
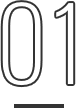
乱丁検査装置(CCDカメラ)
刷本の絵柄を撮影し見本画像と照合し正しいことを判定します。
不整合時は自動停止します。
照合する部分は他の折と区別しやすい部分(数字を含むなど)を選びます。
判定部分(例)
-
乱丁検査装置(バーコード)
刷本に設置したバーコードを読み取り、品名・折名の正しいものがセットされていることを判定します。
不整合時は自動停止します。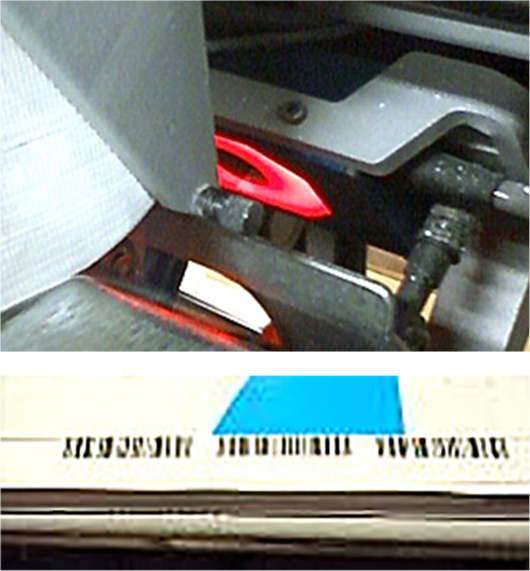
刷本にあらかじめバーコードが入れてあります
-
左右寸法検査装置
丁合直後の刷本の揃い具合をセンサーで判定します。
不整合品は自動排出されます。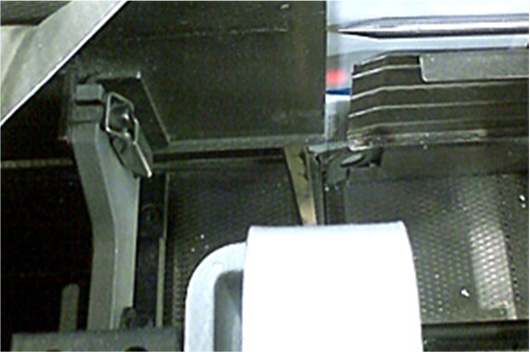
-
厚み検査装置
丁合した刷本を掴んだ時の厚みを測定し、落丁がないことを確認します。
検査結果モニタ
-

表紙への履歴印字
表紙を供給する際、日時を印字します。
この部分は製本後には見えなくなる部分です分解することでその1部を製本した日時が判明します。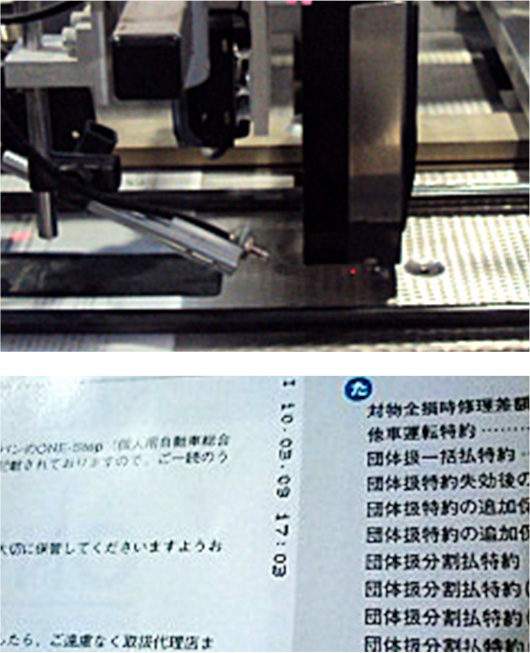
-

表紙の乱丁検査装置(バーコード)
バーコードによる検査です。
天地や表裏の逆が検知された場合は自動停止します。
-
左右寸法検査装置
表紙クルミ後の状態の寸法を測定し、表紙がずれていないか検査します。
不整合品は自動排出されます。
-
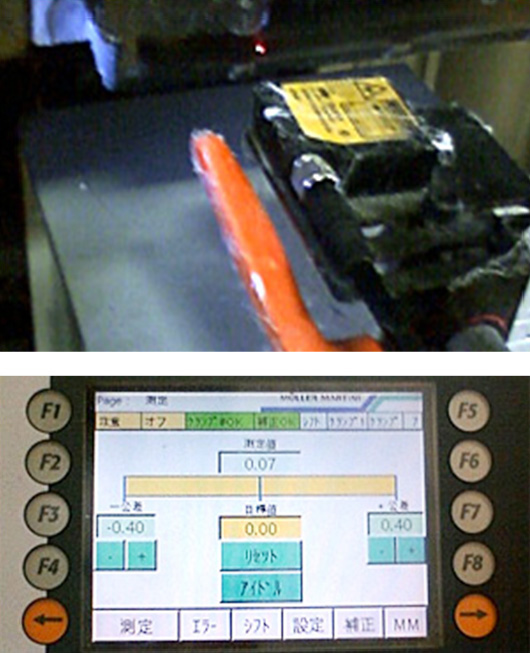
天地寸法検査装置
表紙クルミ後の天地部分を測定し、刷本や表紙がずれていないか判定します。
不整合品は自動排出されます。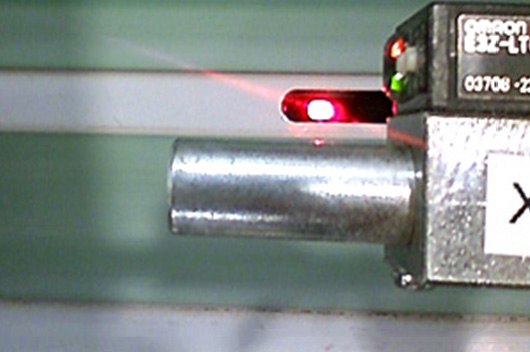
上から見たセンサー(この上を製品が通過し測定)

検査結果モニタ
-

重量検査装置
表紙クルミ後の重量を測定し、落丁や増丁がないか判定します。
不整合品は自動排出されます。
設定した基準値内であれば通過
-

仕上り寸法検査装置(トリムウォッチャー)
仕上げ断裁後の寸法が正しいか測定します。
不具合品は自動排出されます。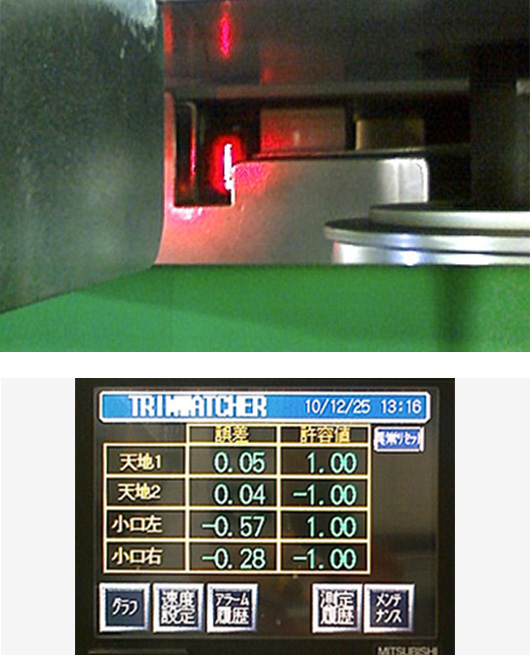
設定した基準値内であれば通過
-
サンプリング
製品約4,000部ごとに1部抜き取り、ノンブルや仕上り寸法を人の目で確認しナンバリングして保管します。
サンプリングの保管期間は1か月間です。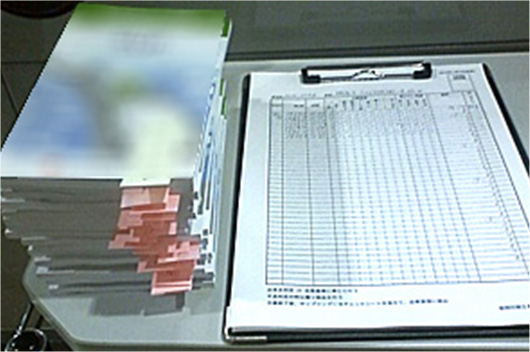
都度、履歴も残します
-

外観検査
仕上がり後の製品の外観全体を専門要員が検査し、袋残りや文字切れ等をチェックします。
